
- HOME
- 板金加工ノウハウ集
板金加工ノウハウ集
タレパンによる円弧・R形状加工
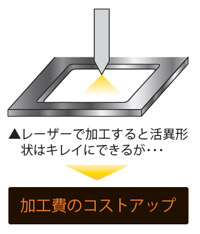
異形状加工はレーザーが当たり前!?
大径の穴加工や、外形の形状が異形状であったりす
る場合は、以下に示す加工方法が一般的です。
1、専用金型を製作して加工を行う
2、レーザー等による形状加工を行う
これらのような、専用金型・レーザーのいずれにし
ても加工費がかさみ、コストアップ要因となってし
まいます。
2010/08/20 23:23 | CADCAM編
展開図と立体姿図による可視化
展開図とプログラムだけでタレパン加工を行う...

タレパン工程では通常は展開された図面・寸法と、
CAD 室で作成されたプログラムを受け取り、加工を
行っているケースもあります。
そうしたケースでは、もしもプログラムや展開寸法
が間違っていても、確認されることがないまま製品
として出荷されてしまうため、不良品が発生してし
まうことがあります。
2010/08/20 23:19 | CADCAM編
加工が不可な範囲
製品コーナーやコの字形状など溶接できない箇所がある
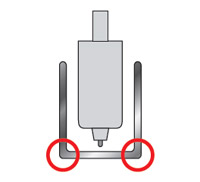
▲ 隅は溶接できない
CO2 溶接は、トーチを使用しているため溶接ができ
ない範囲があります。
製品の隅やコの字形状の中央部分などトーチが入ら
ない箇所は基本的に溶接できません。また、コの
字形状の場合はトーチを突っ込んで、スイング動作
をしようとすると立ち上がり部分がぶつかって隅が
溶接できないことがあります。
2010/08/20 23:10 | 組立・溶接編
CO2 溶接のポイント
難度の高い溶接ですが、様々な特徴が...
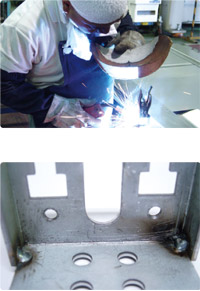
CO2 溶接は一般的に最も使われる溶接方法です。
CO2 溶接は、溶接ワイヤがトーチコンタクトチップ
で通電されてアーク熱を発生させて母材とワイヤを
連続的に溶かし融合する溶接法です。
一般的に炭酸ガスを用いています。
CO2 溶接の特徴やポイントは下記のようになります。
1.1種類のワイヤで軟鋼・高張力鋼等の溶接が可能
2.溶け込みが深く強度が強い
3.全姿勢溶接が容易であらゆる形状に適用できる
4.適用範囲1.2mm~ 6mmまで(ワイヤ径φ1mm
の場合)
2010/08/20 22:58 | 組立・溶接編
TIG アーク溶接のポイント
難度の高い溶接ですが、様々な特徴が...

▲ ねじスタンドはコレットの締 めつけにスキマができるため ゴムパッキンでの保持力を高 くする
TIG アーク溶接は、非消耗の電極と母材との間にアー
クを発生させ、そのアーク熱により母材を溶接融合
する溶接法です。
TIG アーク溶接には、一般的にアルゴンガスを用いて
います。
熟練を必要とする難度の高い溶接方法ですが、さま
ざまな特徴をもっています。
TIG アーク溶接の特徴やポイントは下記のようになり
ます。
1.殆んどの金属や合金の溶接が可能
2.スパッタの発生がなく後仕上げが容易
3.全姿勢溶接が容易であらゆる形状に適用できる
4.薄板0.3mm~厚板まで広範囲に適用できる
5.残留フラックスによる腐食がない
2010/08/20 22:46 | 組立・溶接編

- プログラム時間の短縮
- ジョイントなし加工でコストダウン
- レーザー+パンチ加工の複合メリット
- 後処理(バリ取り)不要のレーザー加工
- レーザー加工で歩留まり率が向上
- 中厚板の抜き加工のポイント
- レーザー加工で異形状の加工もスムーズ
- 特殊金型 VS レーザー加工
- 溶接打点ピッチ寸法
- 分流の防止対策
![]()



![]()