
- HOME
- 板金加工ノウハウ集
板金加工ノウハウ集
中厚板の抜き加工のポイント
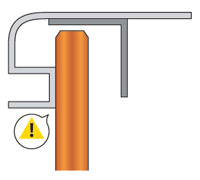
中厚板のパンチ加工は機械・金型に負担がかかる
▲ 中厚板のパンチ加工は騒音も大きい
4.5t、6.0tといった中厚板の加工をタレットパンチプレスで行うと、金型や機械に大きな負担がかかります。
加工時の騒音も大きくなるため、中厚板材料の加工は極力タレパンでは避けたいところです。
2012/10/18 13:53 | レーザー編
レーザー加工で異形状の加工もスムーズ
R形状や異形状のパンチ加工は・・・
▲ 抜き加工のパンチ痕が残ってしまう
例えば大きなRや、複雑にRが連続するような加工の場合、タレットパンチプレスで加工するのは難しい場合があります。
小径パンチを連続させるファインニブリングのような加工方法もありますが、パンチ特有の継ぎ目が出てしまい、滑らかな切断面とは言い難い仕上がりになってしまいます。
2012/10/18 11:26 | レーザー編
特殊金型 VS レーザー加工
特殊金型を使用するとコスト・納期ともにかかる

▲ 異型の穴は特殊金型を使うことが多いですが・・・
特殊な形状の抜き加工を行う際には、その形状に合わせた特殊金型が必要です。
また、入り組んだ形状の加工の際にも、複数の金型の組み合わせではなく、特殊金型を製作し1パンチで抜き加工を行った方がスピードアップになるなどの理由で特型を使用することがあります。
ところが、特殊金型はコストがかかる上、製作期間も要するため、短納期の仕事や小ロットの加工には不向きです。
2012/10/18 10:37 | レーザー編
溶接打点ピッチ寸法
スポットの打点が近すぎると溶接不良になる
▲ 打点ピッチが近いと電流が 逃げてしまい溶接不良に
製品強度を上げるにはスポット溶接箇所を多くする
のが一つの方法ですが、溶接打点ピッチは狭ければ
良いというものでもありません。
打点ピッチ寸法が狭すぎると、スポットの電流が逃
げてしまうため、溶着が不完全となる場合がありま
す。
2010/08/21 14:05 | 組立・溶接編
分流の防止対策
電極がワークの他の部分と接触すると...
▲ 接合部分以外に電極が接触し ていると接合不良となる
スポット溶接では、電極がワークと接触して分流し
てしまう不具合は致命的不具合になります。
分流を起こすと、電極部分に適正な電流が流れずに、
溶接が不完全となってしまうような事態も起こり得
ます。
2010/08/21 14:02 | 組立・溶接編

- プログラム時間の短縮
- ジョイントなし加工でコストダウン
- レーザー+パンチ加工の複合メリット
- 後処理(バリ取り)不要のレーザー加工
- レーザー加工で歩留まり率が向上
- 中厚板の抜き加工のポイント
- レーザー加工で異形状の加工もスムーズ
- 特殊金型 VS レーザー加工
- 溶接打点ピッチ寸法
- 分流の防止対策
![]()



![]()