
板金加工ノウハウ集(ベンディング編)
90°以外の曲げ加工の角度出しの簡略化
90°以外の角度出しは時間がかかる...

鋭角であれ鈍角であれ、曲げ角度が90°以外の製品
を加工する場合は、角度出しに時間が掛かります。
角度出しをするときに狙いの角度よりやや甘めに曲
げて、角度を測りながらデプス量を調整しつつ、狙
いの角度に何度も突き直しをして加工をしていきま
す。
市販の道具(曲げ角度計)はあるのですが、特に小
さい製品や薄板は使い勝手が悪く、角度出しがなか
なか進みません。
2010/08/21 13:32 | ベンディング編
製品の肩キズ低減
曲げ加工に肩キズはつきものですが...
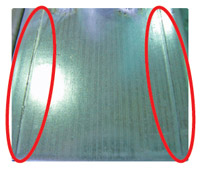
ベンディング金型でワークを曲げると、製品に下型
の肩部分がこすれてできるキズが発生します。
加工後に塗装をするなどならいいのですが、外観品
質が厳しい製品は、曲げた後に処理(バフ仕上げ)
をしなければなりません。
2010/08/21 13:28 | ベンディング編
任意のRの送り曲げ
R 曲げを行うには専用金型が必要...
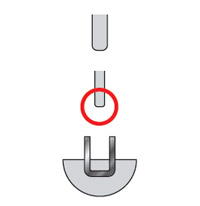
▲ Rの大きさによって各種の 金型が必要となります
R形状を加工する際には、曲げR に合わせた専用金
型を製作する必要があります。
複数の種類のR径で製品を設計すると専用金型が必
要となり金型費がかさみコストアップとなります。
2010/08/21 13:24 | ベンディング編
非平行(斜め)曲げ
端面に対して斜めの加工は基本的に不可ですが...
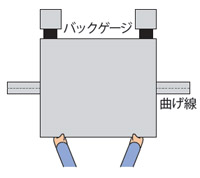
▲ バックゲージに対して平行な 加工は基本的には不可ですが ・・・
曲げ加工はワークの端面をバックゲージに突き当て
ることで曲げ寸法の位置決めを行っています。
バックゲージは曲げ金属と平行であるために、金型
に対して角度のついた、非平行(斜め)の加工は基
本的には不可能となります。
2010/08/21 13:21 | ベンディング編
高さの低い段曲げ
段曲げの高さはある程度を確保しなければならない
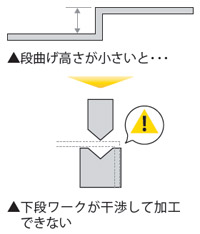
段曲げ形状で高さの低い寸法指示では下型との干渉
が生じ曲げ加工ができない。
板厚が厚いほど下型のV幅は大きくなるため段曲げ
の高さは高くせざるを得なくなる。
2010/08/21 13:18 | ベンディング編




![]()