
板金加工ノウハウ集(プレス編)
スパイクの活用
加工・組み付け後に切り起こし曲げが必要...
板金加工を行い、部品組付け後に、挿入部品の外れ
防止のための切り起こしを行うことがあります。 切り
起こし曲げ加工を行うには、通常は専用の金型を使
用する上、段取りが複雑で作業性が良くない。
2010/08/21 13:09 | プレス編
外形切断と穴抜きの一発加工
外形加工と穴抜きを2工程で加工すると...

外形加工と穴抜き加工は通常は2 台のプレスを使用
して、2 工程で加工するのが一般的です。
工程1 外形抜き
↓
工程2 穴抜き
等の加工となります。プレス機も金型も2 工程分が
必要となります。
2010/08/21 13:04 | プレス編
抜き金型のコスト削減
外形のブランクもプレス加工すると金型費がかさむ

▲ 外形も穴あけもプレス加工で はコストが上がる
製品外形のプレス抜き型を製作する際に、外形にス
トレート部分が多い場合は、金型費用を抑える方法
があります。
製品形状を、切断・穴あけも含めて全て金型で加工
すると金型費用が高くなります。
2010/08/21 13:01 | プレス編
カーリングの工程短縮
カーリングには3工程が必要...
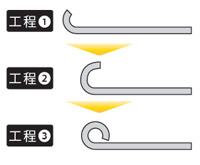
プレス加工でカーリングを行う際には、3 工程で加工
するのが一般的です。
工程1. 先端R曲げ
↓
工程2. 根元R曲げ
↓
工程3. R成形
2010/08/21 12:54 | プレス編
製品強度向上 と材料費の削減
板金製品の強度アップには板厚を上げるのが一般的...
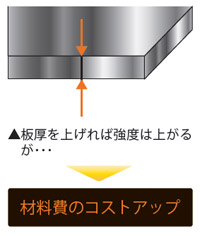
製品の強度を出すためには板厚を厚くするのが一般
的です。
板厚を上げるということは、材料をより多く使うと
いうことであり、材料コストの上昇につながります。
材料費を極力安価にすることは、板金業界のテーマ
でコストダウンに繋がります。
2010/08/21 12:51 | プレス編




![]()