
板金加工ノウハウ集(組立・溶接編)
溶接打点ピッチ寸法
スポットの打点が近すぎると溶接不良になる
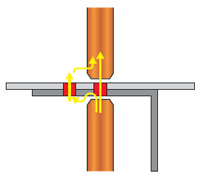
▲ 打点ピッチが近いと電流が 逃げてしまい溶接不良に
製品強度を上げるにはスポット溶接箇所を多くする
のが一つの方法ですが、溶接打点ピッチは狭ければ
良いというものでもありません。
打点ピッチ寸法が狭すぎると、スポットの電流が逃
げてしまうため、溶着が不完全となる場合がありま
す。
2010/08/21 14:05 | 組立・溶接編
分流の防止対策
電極がワークの他の部分と接触すると...
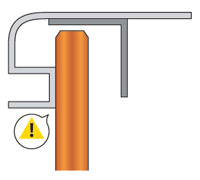
▲ 接合部分以外に電極が接触し ていると接合不良となる
スポット溶接では、電極がワークと接触して分流し
てしまう不具合は致命的不具合になります。
分流を起こすと、電極部分に適正な電流が流れずに、
溶接が不完全となってしまうような事態も起こり得
ます。
2010/08/21 14:02 | 組立・溶接編
スポット溶接代の確保
スポット溶接代としてある程度の寸法が必要...
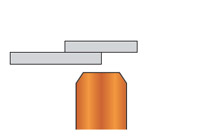
▲ スポットの溶接代が小さいと 溶接不完全となる
スポット溶接の場合は接合する部品は幅寸法が狭い
と溶着が困難です。
溶接代が小さい場合には、溶着が不完全であったり、
スパッタが出易く品質が保証できないことがありま
す。
2010/08/21 13:58 | 組立・溶接編
溶接位置のない場合の位置出し
取り付ける部品の位置決めは重要な要素ですが...
▲ 目印がないとどこにつけるか わかりません
コード固定子等の溶接位置は何の目安もない場合が
多くあります。
目印となるようなものがないと、位置決めがうまく
いかず、位置不良となってしまうおそれがあります。
そのため、位置出しのためにケガキや治具が必要と
なります。
2010/08/21 13:55 | 組立・溶接編
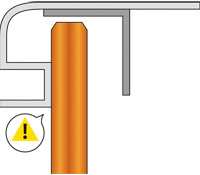
溶接不可箇所の溶接加工
製品の形状によってはスポット電極が入らない...

▲ この状態では溶接をすること ができません
スポット溶接は電極でワークを挟み込み、電流を流
すことで溶接を行うものです。このとき電極での挟
み込みが不完全だと、うまく溶接ができなくなって
しまいます。
製品の形状やスポット代が狭い等によりスポット位
置が市販の電極では加工が出来ない箇所があります。
2010/08/21 13:49 | 組立・溶接編

- 溶接打点ピッチ寸法
- 分流の防止対策
- スポット溶接代の確保
- 溶接位置のない場合の位置出し
- 溶接不可箇所の溶接加工
- 加工が不可な範囲
- CO2 溶接のポイント
- TIG アーク溶接のポイント
- スタッド溶接のポイント
![]()



![]()