
投稿日 2015年07月01日 17:08
得意の積層型も今回は出番なし!
こんにちは。GOGOマッキーです。
今日から7月です。
月並みですが、もう一年の半分が終わってしまいました。あと半分か~。
さて、先日、こちらの製品が加工されました。

ステンレスの板厚t=2.0㎜です。注目すべきはカーリング曲げ加工。
これまで何度も書かせていただいている自社製の積層型を使っていません。
ワークの材質・板厚を考慮すると焼き入れなどをしていない積層型では強度不足で加工ができません。
また、改めて金型業者にお願いして作ってもらうほどのコストもないのです。
残された道は所有している金型でどうにか曲げるしかありませんでした。
しかも、このカーリングは強度アップやケガ防止が目的ではありません。
あくまで蝶番としての機能を重視したカーリングです。
よって、なによりカーリング径の寸法精度が非常に重要なのです。当然、完成時は中にシャフトが入ります。
カーリング形状の成形の基本はまず、U型ないしコの字型にワークを曲げ、その後それらを丸め込みながら上から押さえつける。
文章で書くと簡単ですが、使用する金型のチョイスや曲げ寸法や角度、圧力の微調整など、
様々な条件が整って初めてカーリング形状となるのです。
また、加工がうまく行かず金型を替えて加工するようなことがあれば、全ての条件はリセットされ、また最初からやり直しです。
寸法精度が重要な今回の場合、より難易度の高い加工となります。
と、長い前フリでしたが・・・
ちゃんとできてまーす!こちら!
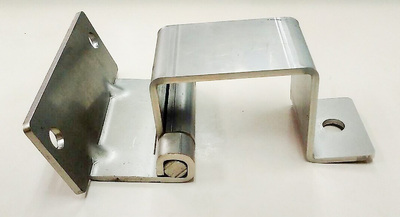
キッチリとシャフトも収まっています。
ジャストフィットです。シャフトと本体は溶接などの結合はされていないのに抜け落ちません。
何とかなっちゃうモノです。
いや、職人が何とかした結果なのです。